Our Continuous Pyrolysis Plant is an advanced, high-efficiency industrial system engineered to transform waste materials such as plastic, rubber, tyres, and biomass into valuable by-products including fuel oil, syngas, and carbon black through the process of pyrolysis.
Operating in a continuous and automated manner, this technology ensures higher productivity, improved energy efficiency, and consistent output quality compared to traditional batch systems — running 24/7 without interruption.

The process begins with the Tyre Feeding System, where shredded scrap tyres, rubber scraps, or biomass are loaded into the hopper. A Z-conveyor and magnetic belt conveyor transport the material into the reactor inlet. The rotary feeder and air lock feeder ensure controlled, airtight feeding — preventing oxygen from entering the system and maintaining a safe, oxygen-free environment throughout the process.
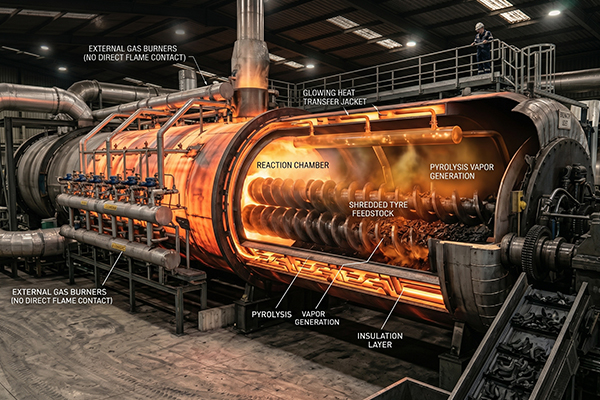
At the heart of the plant is the Three Screw Reactor — a large horizontal reactor fitted with three parallel screw conveyors driven by gears and motors. The reactor uses indirect heating through gas burners, ensuring uniform temperature distribution without direct flame contact. Inside the oxygen-free reactor, waste materials undergo thermal decomposition at high temperatures, breaking down into pyrolysis oil vapours, syngas, and carbon black — continuously and without interruption.
After thermal decomposition, the solid residue — Recovered Carbon Black (rCB) — is extracted from the reactor through the Carbon Discharge Screw System. Three screw conveyors with gears and motors transport the hot carbon material out of the reactor via an air lock discharge system. The airtight discharge mechanism prevents air ingress, ensuring safe and continuous carbon extraction. The recovered carbon black is then collected for further processing and industrial use in rubber, plastics, paints, and coatings.
The hot pyrolysis gases and oil vapours exiting the reactor pass through the Multiple Condensation System — a series of four conical condensers arranged in sequence. As the gases cool progressively through each condenser stage, the oil vapours condense into liquid pyrolysis fuel oil. A vacuum blower and ring blower maintain consistent gas flow through the system, while a diverter gate channels non-condensable gases to the gas utilisation system. This multi-stage condensation ensures maximum oil recovery and consistent output quality.


The condensed pyrolysis fuel oil flows from the condensation system into three dedicated Oil Storage Tanks, with additional conical tanks for settling and separation. Level indicators and water pumps manage fluid levels and maintain tank operations. The stored pyrolysis oil — yielding 42–46% from scrap tyres — serves as a high-value alternative to furnace oil, suitable for use in boilers, furnaces, brick kilns, cement industries, and other high-heat industrial applications.
Indirect heating is the core technology powering our pyrolysis plant. Unlike direct heating, this method transfers heat to materials without any direct contact with a flame or combustion source. Our plant uses gas burners positioned outside the reactor shell, heating the reactor walls uniformly. This ensures consistent temperature distribution throughout the reactor, preventing hotspots, avoiding material burning, and significantly improving the quality and yield of all output products — fuel oil, carbon black, and syngas alike.
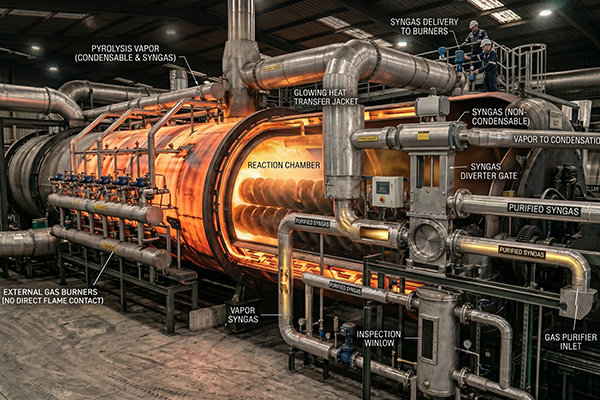
Not all gases produced during pyrolysis condense into liquid oil. The non-condensable gases — primarily syngas — are separated by the diverter gate and channelled to the Non-Condensable Gas System. Yielding 12–18% from scrap tyres, this syngas serves as a valuable hydrogen production feedstock and can also be recycled back to fuel the plant's own gas burners, improving overall energy efficiency and reducing operating costs. This closed-loop approach makes the plant more self-sufficient and eco-friendly.
The entire plant is monitored and controlled through a PLC-based Electric Panel that automates and regulates all critical operations — including reactor temperature, gas flow, material feed rate, and discharge. Eight temperature meters and four pressure gauges provide real-time data across the system, enabling precise process control. This automation ensures consistent product quality, reduces manual intervention, improves operational safety, and allows the plant to run continuously 24/7 with minimal downtime.
At Balaji Minerals & Carbon, we go beyond manufacturing — we provide complete plant establishment and end-to-end installation solutions through our BMAC 2/22 model. From expert planning and on-site installation to commissioning and ongoing technical assistance, we ensure smooth and efficient operations from day one. Every solution is tailored to meet specific industrial requirements, delivering reliable performance, consistent quality, and long-term value for our clients and partners.
Balaji Minerals and Carbon is a trusted name in the pyrolysis and carbon industry, backed by 15 years of experience. The company specializes in continuous pyrolysis plant manufacturing with a strong focus on quality production, operational efficiency, and ethical business practices.
Contact us
Send us an enquiry